







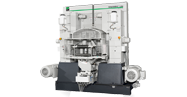
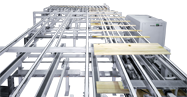








































Горизонтальный пресс для выпуска криволинейной Балки и Бруса
Предварительно пресс настраивается на заданный радиус: автоматические пресса имеют автоматическую настройку на основе программного обеспечения; ручные пресса настраиваются по линейке на основе расчетов. Ламели с нанесенным клеем сдвигаются за счет телескопических шин прямо в зону прессования. Ламели устанавливаются оператором на ребро до тех пор, пока не будет достигнута ширина необходимая для прессования. Далее осуществляется прессование ламелей в брус. Зажим пакета осуществляется с помощью системы винтовых зажимов и пневмогайковерта или гидравлического тягового устройства. Непосредственно перед процессом зажима, ламели под действием гнета (груз или гидравлически мост) выравниваются по высоте, таким образом исключаются значительные потери древесины. Время отверждения зависит от применяемого типа клея. Разгрузка пресса осуществляется с помощью цехового крана.
| Технические данные: | |
| Длина пресса | 6.000 – 60.000 мм |
| Высота силового поля | до 1.500 мм |
| Ширина пресса | ок. 6.000 мм |
| Кол-во пресс/козлов: | шаг 200 мм |
| Кол-во тяговых: | 2 шт. на каждый пресс/козел |
| Кол-во зажимн. башмаков до 150 мм: | 2 шт. на каждый пресс/козел |
| Кол-во зажимн. башмаков до 230 мм: | 2 шт. на каждый пресс/козел |